




Layihəniz üçün düzgün burulma qazma ucluğunun seçilməsi üç əsas amili anlamağı tələb edir: material, örtük və həndəsi xüsusiyyətlər. Bu elementlərin hər biri qazma ucluğunun işində və davamlılığında mühüm rol oynayır. Məlumatlı qərar verməyin yollarına daha ətraflı nəzər salaq.
Material
1. Yüksək Sürətli Polad (YS):
Yüksək Sürətli Polad (HSS) bir əsrdən çoxdur ki, kəsici alətlərdə ayrılmaz hissədir, geniş tətbiqi və əlverişliliyi ilə qiymətləndirilir. HSS qazma ucluqları həm əl qazmaları, həm də qazma presləri kimi sabit platformalarla yaxşı işləyərək çox yönlü olması ilə tanınır. HSS-in əsas üstünlüyü, qazma ucluqlarının uzunömürlülüyünü artıran və onu torna alətləri üçün də səmərəli seçim edən yenidən itiləmə qabiliyyətidir. Bundan əlavə, HSS-in hər biri müəyyən kəsmə ehtiyaclarını ödəmək üçün fərqli element tərkiblərinə malik müxtəlif dərəcələri var. Polad dərəcələrinin bu müxtəlifliyi HSS-in uyğunlaşma qabiliyyətini artırır və onu müxtəlif emal işlərində çox yönlü və vacib bir komponentə çevirir.
2. Kobalt HSS (HSSE və ya HSSCO):
Ənənəvi HSS ilə müqayisədə, Kobalt HSS üstün sərtlik və istiliyə davamlılıq nümayiş etdirir. Xüsusiyyətlərdəki bu artım aşınma müqavimətinin əhəmiyyətli dərəcədə yaxşılaşmasına gətirib çıxarır və HSSE qazma uçlarını daha davamlı və səmərəli edir. HSSE-yə kobaltın daxil edilməsi onun aşınma müqavimətinin artmasına kömək etməklə yanaşı, ümumi ömrünü də artırır. Standart HSS kimi, HSSE uçları da istifadə müddətini daha da uzadan yenidən itiləyə bilən olma üstünlüyünü saxlayır. HSSE-də kobaltın olması bu uçları xüsusilə davamlılığın və aşınmaya qarşı müqavimətin vacib olduğu daha çətin qazma işləri üçün uyğun edir.
3. Karbid:
Karbid, əsasən müxtəlif bağlayıcılarla volfram karbidindən hazırlanmış metal matris kompozitdir. Sərtlik, istiliyə davamlılıq və aşınma müqavimətinə görə HSS-i əhəmiyyətli dərəcədə üstələyir. Daha bahalı olsa da, karbid alətləri ömrü və emal sürəti baxımından üstündür. Yenidən itiləmək üçün xüsusi avadanlıq tələb olunur.
Örtük
Qazma ucluqları örtükləri geniş şəkildə dəyişir və tətbiq sahəsinə əsasən seçilir. Bəzi ümumi örtüklər üçün qısa məlumat:
1. Örtülməmiş (Parlaq):
Bu, HSS qazma ucluqları üçün ən çox yayılmış rəngdir. Alüminium ərintiləri və aşağı karbonlu polad kimi yumşaq materiallar üçün ideal olan örtüksüz alətlər ən əlverişlidir.
2. Qara oksid örtüyü:
Örtüksüz alətlərə nisbətən daha yaxşı yağlama və istiliyə davamlılıq təmin edir, ömrünü 50%-dən çox artırır.
3. Titan Nitrid (TiN) Örtüyü:
Titan örtüklü qazma ucluqları özünəməxsus performans xüsusiyyətlərinə görə bir çox tətbiq ssenarilərində yaxşı işləyir. Birincisi, örtük vasitəsilə sərtliyi və aşınma müqavimətini artırır, daha sərt materialları qazarkən ucluğun iti qalmasına imkan verir və daha uzun xidmət müddəti təmin edir. Bu ucluqlar sürtünməni və istilik yığılmasını azaldır, ucluğu həddindən artıq istiləşmədən qoruyarkən kəsmə səmərəliliyini artırır. Titan örtüklü ucluqlar paslanmayan polad, alüminium və ağac kimi bir çox materialda istifadə üçün uyğundur və bu da onları mühəndislik və məişət tətbiqləri üçün ideal edir. Bundan əlavə, bu ucluqlar materiallara daha sürətli və daha təmiz nüfuz edir və daha səliqəli kəsmə səthi təmin edir. Titan örtüklü qazmalar adi qazmalardan daha baha başa gələ bilsə də, yüksək səmərəliliyi və uzun ömrü onları yüksək aşınma müqaviməti və dəqiq kəsmə tələb edən tətbiqlər üçün yaxşı bir investisiya gəliri halına gətirir.

4. Alüminium Titan Nitridi (AlTiN) Örtüyü:
Birincisi, AlTiN örtükləri son dərəcə istiliyədavamlıdır və bu da onlara yüksək temperaturlu ərintilərin yüksək sürətli kəsilməsi və emalında üstün olmağa imkan verir. İkincisi, bu örtük aşınma müqavimətini əhəmiyyətli dərəcədə artırır və alətin ömrünü uzadır, xüsusən də paslanmayan polad, titan ərintiləri və nikel əsaslı ərintilər kimi sərt materiallar emal edildikdə. Bundan əlavə, AlTiN örtüyü qazma ucu ilə iş parçası arasındakı sürtünməni azaldır, emal səmərəliliyini artırır və daha hamar kəsmə səthi əldə etməyə kömək edir. Həmçinin yaxşı oksidləşmə müqavimətinə və kimyəvi sabitliyə malikdir ki, bu da sərt iş mühitlərində performansını qorumağa imkan verir. Ümumilikdə, AlTiN ilə örtülmüş qazmalar yüksək sürətli, yüksək dəqiqlikli emal tətbiqləri üçün idealdır və xüsusilə ənənəvi qazmalara çətinlik yaradan sərt materialların işlənməsi üçün uyğundur.
Həndəsi Xüsusiyyətlər
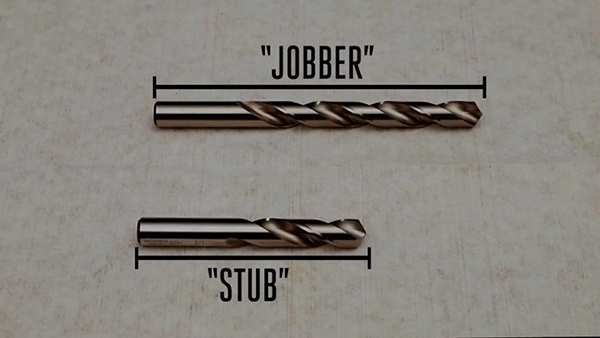
1. Uzunluq:
Uzunluğun diametrə nisbəti sərtliyə təsir göstərir. Çiplərin boşaldılması üçün kifayət qədər fleyta uzunluğuna və minimal çıxıntıya malik qazma ucluğunun seçilməsi sərtliyi və alətin ömrünü artıra bilər. Qeyri-kafi fleyta uzunluğu ucluğa zərər verə bilər. Bazarda müxtəlif uzunluq standartları mövcuddur. Bəzi ümumi uzunluqlar Jobber, Stubby, DIN 340, DIN 338 və s.-dir.
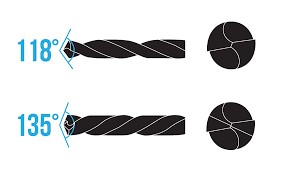
2. Qazma Nöqtəsi Bucağı:
118° nöqtə bucağı aşağı karbonlu polad və alüminium kimi yumşaq metallar üçün adi haldır. Adətən öz-özünə mərkəzləşmə qabiliyyətinə malik deyil və pilot dəliyinə ehtiyac duyur. Öz-özünə mərkəzləşmə xüsusiyyətinə malik 135° nöqtə bucağı ayrıca mərkəzləşdirmə dəliyinə ehtiyacı aradan qaldırır və bu da xeyli vaxta qənaət etməyə imkan verir.
Nəticə etibarilə, düzgün burulma qazma ucluğunun seçilməsi, qazılan materialın tələblərini, ucluğun istənilən ömrünü və performansını və layihənizin spesifik tələblərini balanslaşdırmağı əhatə edir. Bu amilləri anlamaq, ehtiyaclarınıza ən uyğun və səmərəli qazma ucunu seçməyinizi təmin edəcəkdir.
Yazı vaxtı: 10 Yanvar 2024